 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.






Posiadamy bogatą ofertę frezów wysokowydajnych z węglika spiekanego do obróbki CNC i konwencjonalnej do obróbki stali, żeliwa, stali nierdzewnych, aluminium, tworzyw sztucznych i innych. Szybkie terminy realizacji oraz niskie ceny - Produkty najwyższej jakości.


Obróbka skrawaniem SIPMA S.A. posiada bogaty park maszynowy umożliwiający realizację na skalę przemysłową usług w zakresie obróbki skrawaniem, obejmujących cięcie na sterowanych numerycznie przecinarkach taśmowych firmy BEHRINGER umożliwiających przygotowanie półfabrykat&oac...


Frezy zaprojektowane specjalnie do obróbki stali hartowanych do 65 HRC przy ekstremalnych wartościach posuwu i wysokich prędkościach.


Wysokowydajne wiertła monolityczne z węglika spiekanego dostosowane do obróbki otworów o średnicach od bardzo małych do średnich.

Omca930 to fazowarka samojezdna przeznaczona do obróbki płatów blach od spodu i od czoła

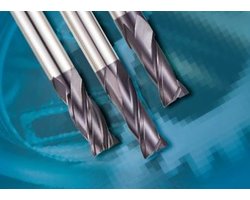
Węglik spiekany z powłoką X-TREME. Frezy przeznaczone do obróbki szerokiej gamy stali do twardości 55 HRC.


Frezarki do obróbki powierzchni betonowych, jastrychowych, murów ceglanych, usuwania starych zapraw, żywic, farb, klejów, itp.


TUR MN jest tokarką przeznaczoną do obróbki ciężkich elementów o średnicach do 1550mm. Tokarki te cechują się wyjątkową stabilnością konstrukcji i precyzją obróbki. Seria ciężkich TUR MN to trwała i sprawdzona w praktyce grupa maszyn.


TUR MN jest tokarką przeznaczoną do obróbki ciężkich elementów o średnicach do 1550mm. Tokarki te cechują się wyjątkową stabilnością konstrukcji i precyzją obróbki. Seria ciężkich TUR MN to trwała i sprawdzona w praktyce grupa maszyn.


TUR MN jest tokarką przeznaczoną do obróbki ciężkich elementów o średnicach do 1550mm. Tokarki te cechują się wyjątkową stabilnością konstrukcji i precyzją obróbki. Seria ciężkich TUR MN to trwała i sprawdzona w praktyce grupa maszyn.


Narzędzia te służą do obróbki plastycznej elementów o małej grubości, głównie blach, folii, płyt niemetalowych.


Śrutownica bębnowa typu “Multi-Tumbler” – specjalna geometria bębna dedykowana do obróbki małych, płaskich i lekkich detali.


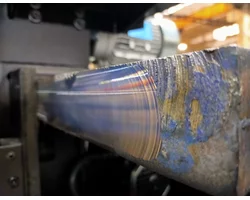
W przypadku stali hartowanych szlifowanie nie jest już zalecaną metodą dla operacji toczenia wykończeniowego, ponieważ toczenie materiałów o dużej twardości pozwala obecnie radykalnie obniżyć koszty produkcji w przeliczeniu na element obrabiany.


Wiertła o wysokiej wydajności• dobre samocentrowanie• optymalne łamanie wiórów• precyzyjny ruch obrotowy• dokładne ustawienie w osi• wysoka gładkość powierzchni• wąskie tolerancje otworu• płytkie strefy utwardzenia materiału• dobre usuwanie wiórów takż...
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.







