Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.






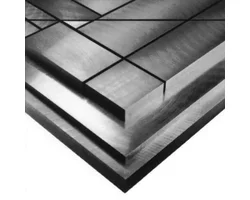
W swojej ofercie posiadamy płyty stalowe szlifowane Antikorros 1.2099.

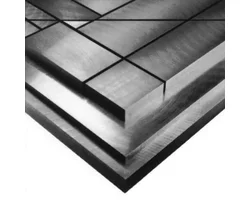
W swojej ofercie posiadamy płyty aluminiowe odlewane i frezowane Alu 25 (PA 13) AlMg4,5Mn0,7.


Stemple i matryce dla automotive


Szlifierka w wykonaniu suchym dla uzyskania perfekcyjnego wykończenia powierzchni.


Nowoczesny park maszynowy, w skład którego wchodzi laser światłowodowy CNC oraz prasa hydrauliczna, daje nam szerokie możliwości produkcyjne.

Nawęglanie próżniowe (niskociśnieniowe) lub też zwane pod skrótem LPC jest alternatywną technologią do tradycyjnego nawęglania gazowego (atmosferycznego).


Wygodne, precyzyjne imadło do NC• Duże szerokości mocowania przy zwartej budowie• Prowadnice hartowane indukcyjnie• Dolna część korpusu oraz prowadnice szlifowane, powierzchnie boczne pod kątem (bardzo dokładnie frezowane)• Dokładność kątowa także przy montażu bocznym, poziom...


LPC (ang. Low Pressure Carburizing) to proces utwardzania powierzchniowego wykonywany w piecu próżniowym z użyciem węglowodorów alifatycznych pod bardzo niskim ciśnieniem i w podwyższonych temperaturach w celu uzyskania twardej warstwy powierzchniowej odpuszczonego martenzytu i ciągliwego rdzenia.

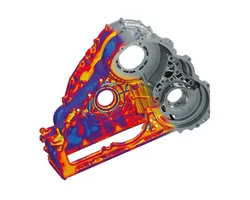
Oferujemy wiodące w swojej klasie rozwiązania CAE i symulacyjne światowej klasy producentów


Nasze wirniki i wały grafitowe zostały porównane z konwencjonalnymi wirnikami i wałami w wielu odlewniach podczas rzeczywistych prac związanych z rafinacją i odlewaniem aluminium. Udowodniono, że nasze wirniki i wały z grafitu poddane specjalnej obróbce antyoksydacyjnej wytrzymują około 5 razy dłużej niż wirniki i wały z grafitu poddane konwencjonalnej obróbce.


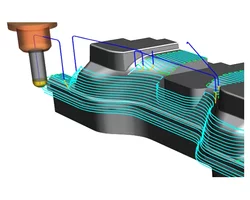
Obróbka skrawaniem polega na zdejmowaniu niewielkich części obrabianego materiału. Za sprawą precyzyjnych narzędzi wykorzystujących nowoczesne technologie, obróbka skrawaniem umożliwia wytworzenie niezwykle precyzyjnych elementów przy użyciu jednego narzędzia.


Rębak Skorpion 500 REF jest idealnym stacjonarnym rębakiem bębnowym przeznaczonym do zrębkowania różnego rodzaju odpadów poprodukcyjnych forniru tj. łuszczu i wałków połuszczarskich, odpadów meblarskich o szerokości do 500 mm i 210 mm wysokości.


Materiał powłokowy podawany jest w postaci drutu. Podawany on jest w sposób ciągły i topiony w wyniku spalania mieszanki acetylenowo-tlenowej przy pomocy pistoletu FWS – 20. Następnie jest rozpylany przy pomocy sprężonego powietrza na regenerowaną powierzchnię. Przed natryskiwaniem cieplnym wymagana jest obróbka strumieniowo – cierna (piaskowanie).
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.