Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.







Noże tokarskie składane przecinaki listwowe 155.19-..-. z płytkami wymiennymi mocowanymi siłami sprężystości to nowoczesne narzędzia służące do przecinania części o dużych średnicach i wykonywania głębokich wcięć promieniowych.


Frezy przeznaczone do obróbki szerokiej gamy stopów aluminium oraz innych stopów nieżelaznych. Obróbka zgrubna i wykańczająca oraz HSC.


Ściernice do bardzo wydajnego szlifowania otworów w stalach stopowych, wysokostopowych, stalach chromowych, stale spiekane, HSS, Stellit, utwardzonych , szlifowanie dużych naddatków - wysoki stopień samoostrzenia

Stosowane do cięcia krzywoliniowego i prostego stopów żelaza, metali kolorowych oraz tworzyw sztucznych.


Szlifierka kątowa 18v o prędkości obrotowej 8500 obr/min oraz średnicy tarczy 125 mm pozwala na szybkie i precyzyjne cięcie i szlifowanie stali oraz drewna pod instalacje grzewcze i sanitarne


Utwardzanie dyspersyjne ma na celu zwiększenie wytrzymałości obrabianych materiałów.


Przeznaczone do wykonywania pogłębień walcowych pod łby śrub lub innych operacji związanych z pogłębianiem otworów.

Przykrycia i pokrywy rewizyjne są alternatywnym rozwiązaniem dla włazów, czy klap rewizyjnych - nie są jednak rozwiązaniem równoważnym. Ich konstrukcja oparta jest na ramie wykonanej ze stali nierdzewnej AISI 304 oraz zwieńczeniu w postaci przykrycia np. rusztu kratowego antypoślizgowego.


Frezy przeznaczone do obróbki grafitu oraz wysokokrzemowych stopów aluminium oraz stopów nieżelaznych.

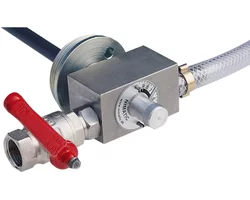
Mieszarka emulsyjna zapewnia dokładne mieszanie płynów chłodząco-smarujących podczas obróbki metalu oraz innych płynów, które muszą być mieszane z wodą.

Narzędzia LT do toczenia gwintów przy użyciu trójkąta ustalającego to szeroka oferta płytek z wysokiej jakości stali powlekanej powłoką PVD TiAIN (KC5010™ i KC5025™). Trwałość, niezawodność oraz wysoka produktywność przy niemal 30% wzroście prędkości skrawania!


Narzędzia opracowane specjalnie na potrzeby obróbki tytanu i stali nbierdzewnej. Frezy KSRM umożliwiają frzowanie kieszeni oraz frezowanie kształtowe przy wartości fz 1,0 mm/ostrze (0,039"/ostrze) z zachowaniem stałej, wyjątkowo wysokiej wydajności obróbki przy najmniejszych siłach skrawania w ramach operacji obróbki zgrubnej.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.