Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




BRAM - 5 osiowe centrum do obróbki aluminium
INTEC Sp. z o.o.
tel.: 32 307 48 28
e-mail: [email protected]
e-mail: [email protected]
http://www.eintec.pl
![]()
![]()
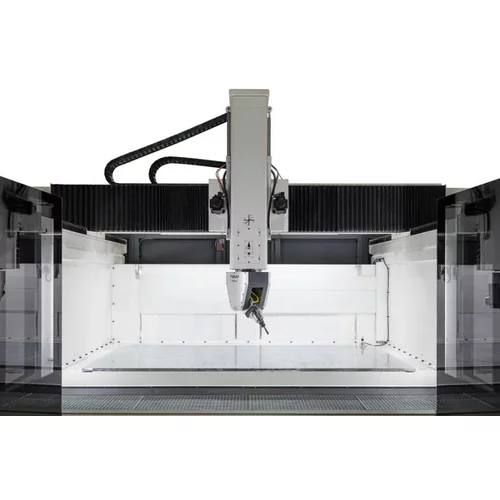
BRAM - 5 osiowe centrum do obróbki aluminium
Kompaktowe CNC centrum obróbcze BRAM, czeskiej marki BRAY przeznaczone jest do obróbki kształtowej frezowaniem i wierceniem. Swe zastosowanie znajduje podczas obróbki form i wszędzie tam, gdzie potrzebna jest dokładna i wydajna obróbka stopów aluminium, obróbka lub obcinanie materiałów kompozytowych, tworzyw, obróbka różnego typu półwyrobów warstwowych itp.
Jako producent wieloosiowych centrów obróbczych CNC BRAY ma świadomość tego, że klient preferuje wysoką wartość użytkową, jakość wykonania technicznego, postęp techniczny oraz innowacyjny i nowoczesny wygląd. Te podstawowe parametry techniczne przedstawiały główny priorytet podczas rozwoju CNC centrum obróbczego BRAM. Wymiarowanie oraz modele obliczeniowe szkieletu należały do podstawowych priorytetów do optymalnego projektowania bardzo sztywnej konstrukcji spawanej, która jest podstawą dla dynamicznego CNC centrum obróbczego nowej generacji.
Szkielet zoptymalizowany został przy pomocy zastosowania analizy MKP (FEM) tak, by wytrzymałość była identyczna we wszystkich kierunkach.
Nacisk na dużą wytrzymałość szkieletu pozwala na wykorzystanie bardzo wydajnych napędów w poszczególnych osiach i zapewnienie wysokiej dynamiki maszyny. Napęd zapewniają sprawdzone i niezawodne siłowniki renomowanych producentów, posuwy w poszczególnych osiach potem bardzo dokładne przełożenia zębatkowe.
Maszyna wyposażona jest w system pomiaru bezpośredniego w osiach liniowych i obrotowych. Pomiar bezpośredni zwiększa dokładność pozycjonowania siłowników i w ten sposób umożliwia pełne wykorzystanie właściwości dynamicznych maszyny. Pomiar bezpośredni nadaje się przede wszystkim do obróbki stopów aluminium, czy do obcinania, gdzie nacisk kładziony jest na szybkość obróbki skomplikowanych kształtów części. Dzięki kompaktowemu wykonania maszyna BR A M nie wymaga dodatkowej przestrzeni zabudowy w Państwa zakładzie produkcyjnym. Wszystkie komponenty zostały z pomysłem wkomponowane we wnętrzu maszyny. Maszyna w pełni wyposażona w osłony jest gwarancją bezpieczeństwa i ochrony dla obsługi. Bezpieczne szkło automatycznie sterowanej bramy w istotny sposób przekracza wymagania bezpieczeństwa norm europejskich i w porównaniu z tradycyjnym wykonaniem z pleksiglasu jest bardzo odporne na uszkodzenia.
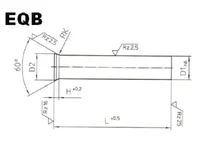
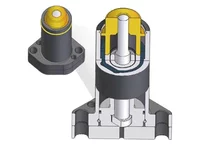
CNC centrum obróbcze BR A M można wyposażyć w dwa podstawowe typy głowic frezarskich HB662 i HB678. Głowice można dostarczyć z wrzecionami o zakresie mocy od 12 do 29 kW i z momentem obrotowym 15-46 Nm. Wszystkie wrzeciona chłodzone są płynem chłodzącym. Typy zacisków, według typu wrzeciona, HSK A63 albo HSK F63. Głowica frezarska HB678 jest wyposażona w wykonaniu standardowym w encoder pozycjonowania wrzeciona i pomiar bezpośredni w osiach A i C. Dla głowicy HB662 chodzi o wyposażenie opcjonalne.
Maszyna standardowo dostarczana jest z wymiennikiem liniowym dla 13 szt. narzędzi. Podczas obróbki są narzędzia i przede wszystkim zaciski chronione przed zanieczyszczeniami dzięki kompletnemu zastosowaniu osłon. Na życzenie można maszynę dodatkowo wyposażyć w dodatkowy wymiennik liniowy do 13 szt. narzędzi o identycznej konstrukcji. Do obcinania i obróbki materiałów pyłowych można wybrać kompletne zasłonięcie stropu systemem roletowym, który zapobiega rozszerzaniu pyłu poza przestrzeń roboczą maszyny. W celu odsysania pyłu z przestrzeni roboczej, centrum frezarskie wyposażone jest w przygotowanie do podłączenia zewnętrznego odsysania albo podłączenia do centralnego systemu odsysania w zakładzie klienta. Sterowanie odsysaniem zewnętrznym można na podstawie żądania sterować zautomatyzowanie poprzez system sterujący maszyny. Przede wszystkim do obcinania materiałów kompozytowych idealnym wyborem jest odsysanie bezpośrednio od narzędzia, kiedy można sterować skok szczotek wzdłuż narzędzia ze względu na kształt obrabianej części i jednocześnie zapewnić dużą sprawność odsysania. Podczas wyboru odsysania od narzędzia zazwyczaj zastosowane jest odsysanie o niższej mocy niż w przypadku odsysania całej przestrzeni roboczej. Odsysanie od narzędzia może być w niektórych przypadkach ograniczające np. podczas obróbki bardzo złożonych części. System odsysania od narzędzia można według potrzeb zdemontować i wykorzystać maszynę bez jakichkolwiek ograniczeń.
Typy stołów roboczych można dostosować do wymagań klienta. Podstawowy stół aluminiowy z rastrem 100 x 100 mm przedstawia jakościowe i niezawodne rozwiązanie. Stół żeliwny z rowkami T nadaje się do bardziej wymagających aplikacji mocowania i wyższych obciążeń. Na życzenie można stoły dostosować albo przygotować rozwiązanie pod klucz.
Do obcinania i obróbki materiałów pyłowych można wybrać kompletne zasłonięcie stropu systemem roletowym, który zapobiega rozszerzaniu pyłu poza przestrzeń roboczą maszyny. W celu odsysania pyłu z przestrzeni roboczej, centrum frezarskie wyposażone jest w przygotowanie do podłączenia zewnętrznego odsysania albo podłączenia do centralnego systemu odsysania w zakładzie klienta. Sterowanie odsysaniem zewnętrznym można na podstawie żądania sterować zautomatyzowanie poprzez system sterujący maszyny. Przede wszystkim do obcinania materiałów kompozytowych idealnym wyborem jest odsysanie bezpośrednio od narzędzia, kiedy można sterować skok szczotek wzdłuż narzędzia ze względu na kształt obrabianej części i jednocześnie zapewnić dużą sprawność odsysania. Podczas wyboru odsysania od narzędzia zazwyczaj zastosowane jest odsysanie o niższej mocy niż w przypadku odsysania całej przestrzeni roboczej. Odsysanie od narzędzia może być w niektórych przypadkach ograniczające np. podczas obróbki bardzo złożonych części. System odsysania od narzędzia można według potrzeb zdemontować i wykorzystać maszynę bez jakichkolwiek ograniczeń. Typy stołów roboczych można dostosować do wymagań klienta. Podstawowy stół aluminiowy z rastrem 100 x 100 mm przedstawia jakościowe i niezawodne rozwiązanie. Stół żeliwny z rowkami T nadaje się do bardziej wymagających aplikacji mocowania i wyższych obciążeń. Na życzenie można stoły dostosować albo przygotować rozwiązanie pod klucz.
Wyposażenie maszyny można uzupełnić dużą ilością akcesoriów. Do chłodzenia narzędzia i cięcia w materiałach, które nie mogą być narażone na płyn lub emulsję do cięcia, można zastosować odmuchiwanie narzędzia powietrzem lub zastosować chłodzenie schłodzonym powietrzem. W przypadku obróbki stopów aluminium można wybrać chłodzenie i smarowanie narzędzia mgłą chłodzącą w dwu wykonaniach. Wykonanie podstawowe można zastosować bez konieczności odsysania mgły chłodzącej i nadaje się do obróbki mniej skomplikowanych części bez dużego odbierania i zagrzewania narzędzia. Bardziej sofistykowane wykonanie nadaje się do chłodzenia podczas bardziej skomplikowanej obróbki stopów aluminium. Do tego typu chłodzenia zalecane jest dodatkowe wyposażenie maszyny w strop i odsysanie mgły chłodzącej z przestrzeni roboczej. Dla najbardziej wymagającego chłodzenia narzędzi i cięć można maszynę wyposażyć w chłodzenie wodą. Konstrukcja maszyny specjalnie dostosowana jest do tego typu chłodzenia w celu zapobiegania rozprysku emulsji chłodzącej i uzupełniony jest pojemnik zbiorczy z wymuszoną cyrkulację w betonowej płycie fundamentowej maszyny. W przypadku wyboru chłodzenia wodą konieczne jest dodatkowe wyposażenie maszyny w strop (pełne zamknięcie przestrzeni roboczej) i odsysanie mgły chłodzącej z przestrzeni roboczej. Odsysania mgły nie można kombinować z odsysaniem pyłu. Maszyna może być wyposażona w obydwa systemy, jednak nie mogą być obydwa eksploatowane jednocześnie.





W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.