 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




15-03-2011, 00:00
Współczesne obrabiarki sterowane numerycznie, a szczególnie centra obróbkowe, zapewniają możliwość wyboru różnych metod gwintowania oraz uzyskanie wysokiej prędkości i wydajności obróbki.

Wybór optymalnej metody gwintowania i optymalnych parametrów obróbki wynika z uwarunkowań technicznych, z których najważniejsze to zapewnienie sztywności układu: obrabiarka – uchwyt – przedmiot – narzędzie, a także ze względów ekonomicznych (przede wszystkim z konieczności minimalizacji kosztów wytwarzania). Fabryka Narzędzi FANAR SA systematycznie rozszerza swoją ofertę narzędzi do gwintów, mając na względzie dostosowanie jej do potrzeb klientów. Oprócz grupy wyrobów o ugruntowanej już pozycji na rynku (gwintowniki wysoko wydajne i wygniataki przeznaczone do pracy na wszelkiego rodzaju obrabiarkach konwencjonalnych) FANAR w roku 2011 rozszerzy ofertę gwintowników S-NC przeznaczonych do pracy na obrabiarkach sterowanych numerycznie z synchronizacją ruchów posuwowego i obrotowego wrzeciona.
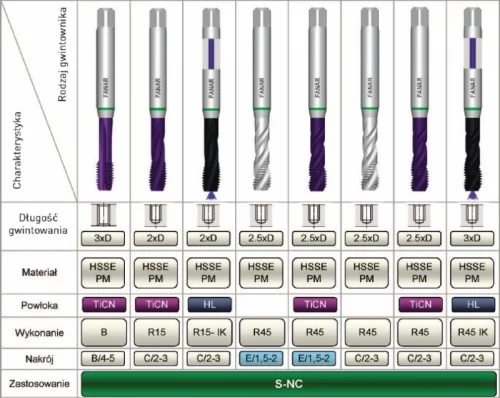
Rozszerzona oferta gwintowników S-NC
Gwintownik B TiCN z rowkami prostymi oraz skośną powierzchnią natarcia. Przeznaczony do: otworów przelotowych 3 ×D, materiałów o wytrzymałości do 1200 MPa. Forma nakroju B/4-5 do standardowych zastosowań i odprowadzanian wiórów do przodu.
Gwintownik R15 TiCN z rowkami skrętnymi 15°. Przeznaczony do: otworów nieprzelotowych do 2 ×D, materiałów o wytrzymałości do 1200 MPa. Forma nakroju C/2-3 do standardowych zastosowań.
Gwintownik R15-IK HL z rowkami skrętnymi 15° oraz centralnym doprowadzeniem chłodziwa. Przeznaczony do otworów nieprzelotowych do 2 ×D, dużych prędkości skrawania, materiałów o wytrzymałości do 1200 MPa. Forma nakroju C/2-3 do standardowych zastosowań.
Gwintownik R45 z rowkami skrętnymi 45°. Przeznaczony do otworów nieprzelotowych do 2,5 ×D, materiałów o wytrzymałości do 800 MPa. Forma nakroju E/1,5-2 do gwintów z krótkim wyjściem lub forma nakroju C/2-3 do standardowych zastosowań.
Gwintownik R45 TiCN z rowkami skrętnymi 45°. Przeznaczony do otworów nieprzelotowych do 2,5 ×D, materiałów o wytrzymałości do 1000 MPa. Forma nakroju E/1,5-2 do gwintów z krótkim wyjściem lub forma nakroju C/2-3 do standardowych zastosowań.
Gwintownik R45-IK HL z rowkami skrętnymi 45° oraz centralnym doprowadzeniem chłodziwa. Przeznaczony do otworów nieprzelotowych do 3 ×D, podwyższonych prędkości skrawania, materiałów o wytrzymałości do 1000 MPa. Forma nakroju C/2-3 do standardowych zastosowań.
Przeznaczenie:
Gwintowniki S-NC są przeznaczone do pracy na obrabiarkach CNC z funkcją gwintowania synchronicznego „na sztywno” oraz niepełną synchronizacją do oprawek z kompensacją przesunięcia osiowego (spotykane pod nazwą soft-synhro), szczególnie stosowanych na maszynach o mniejszej sztywności i niewielkim stopniu zużycia.
Zakres zastosowań:
Wykonanie:
Przykład obróbki:
Korzyści dla użytkownika:
Czytaj więcej: MECHANIK NR 3/2011
Artykuł został dodany przez firmę

Podstawowymi naszymi założeniami jest zaopatrywanie przemysłu jak i indywidualnego klienta w narzędzia ręczne jak i narzędzia do obróbki skrawaniem.
Inne publikacje firmy
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.












