 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.




25-08-2023, 09:20
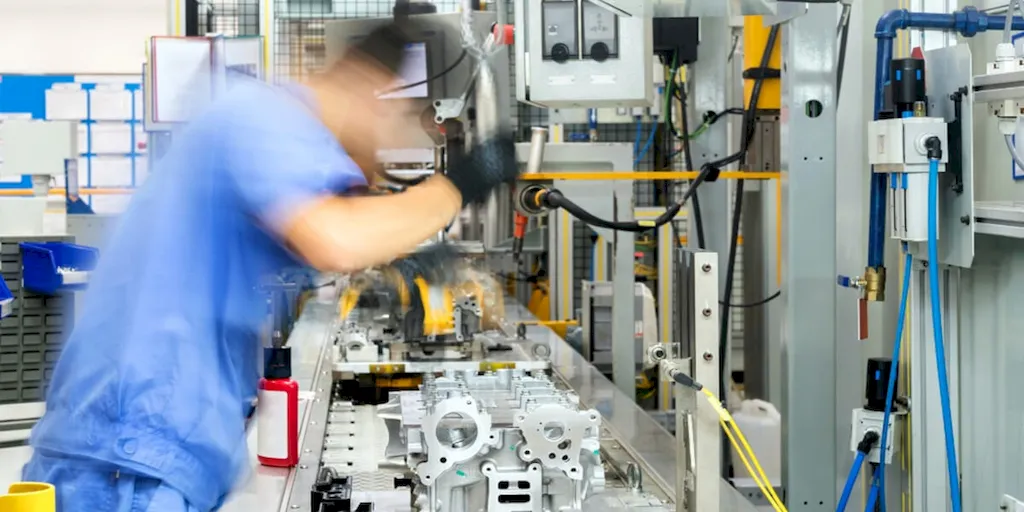
Stacja przygotowania sprężonego powietrza do narzędzi w warsztacie jak i przemyśle to niezwykle ważny element każdej instalacji pneumatycznej. W celu osiągnięcia dużej efektywności pracy, a więc satysfakcjonującego poziomu wydajności narzędzi zasilanych sprężonym powietrzem, powinno w 1 kolejności zatroszczyć się o odpowiednie skonfigurowanie owej instalacji powietrznej w obiekcie.
Należy mieć na uwadze zespoły przygotowania powietrza, które w swojej konstrukcji łączą filtr ciśnieniowy, regulatory ciśnienia i naolejacz. Takie komponenty bezpośrednio wpływają na skuteczność oraz trwałość narzędzi pneumatycznych w perspektywie długoterminowej. Lokalne zastosowanie systemu kondycjonowania sprężonego powietrza przy narzędziu pneumatycznym gwarantuje optymalną jakość powietrza, eliminując potencjalne zagrożenia związane z zanieczyszczeniami takimi jak kurz, wilgoć, rdza czy inne cząstki stałe. Integrowany naolejacz mgłowy w składzie systemu F+R+L również dba o odpowiednie smarowanie urządzenia.
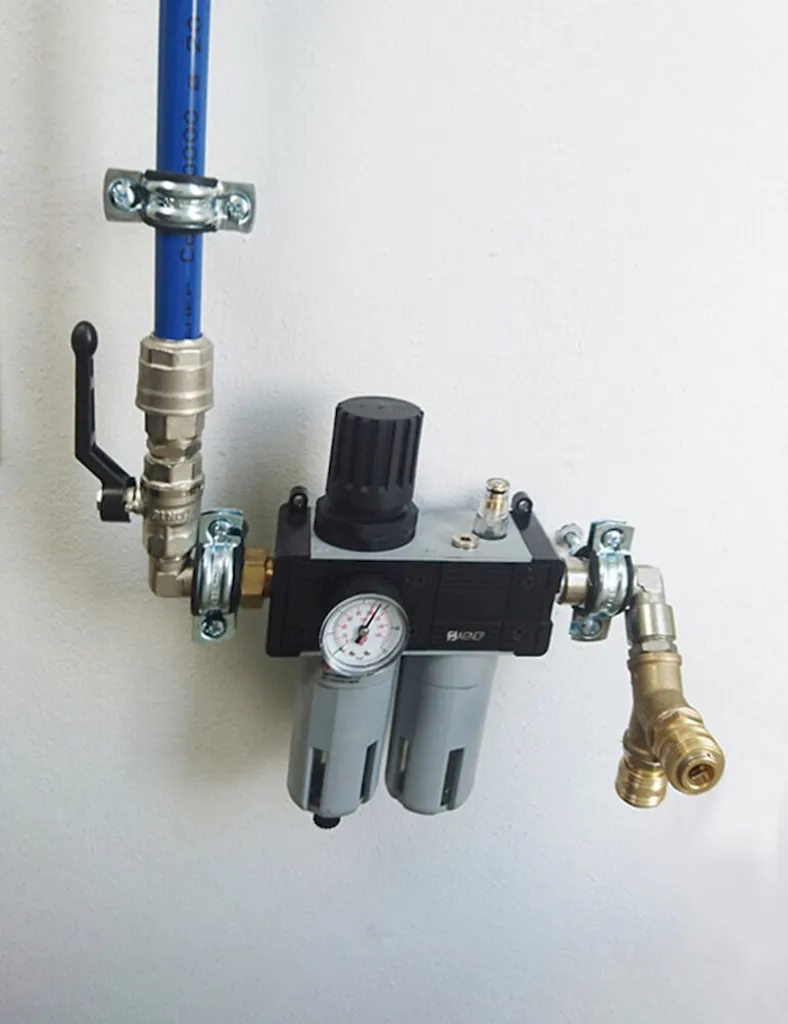

Jednostka sprężonego powietrza wyróżnia się funkcjami takimi jak: oczyszczanie, kontrola (zmniejszanie) ciśnienia oraz olejowanie.
Proces filtrowania polega na użyciu specjalnego filtra powietrznego do eliminacji większości nieczystości, takich jak cząstki pyłu, rdza itd., z powietrza sprężonego. Gdy cząsteczki niepożądane jak pył, rdza czy inne zanieczyszczenia przedostaną się do silnika na sprężone powietrze na narzędzia pneumatyczne, mogą wówczas zakłócać przepływ medium, co może prowadzić do zmniejszenia wydajności urządzenia oraz potencjalnych uszkodzeń. Skutkiem tego mogą być wzrost kosztów napraw oraz podwyższone zużycie powietrza sprężonego, na przykład przez wycieki czy uszkodzone uszczelki w systemach pneumatycznych.
Zapraszamy do obejrzenia filmu na którym omówiono w prosty sposób jak samodzielnie dokonać wymiany filtra sprężonego powietrza:
Proces smarowania polega na dodawaniu do przepływającego powietrza kropel oleju, które następnie przekształcają się w mgiełkę olejową. Gdy nie jest prowadzone odpowiednie smarowanie, urządzenie zużywa się w znacznie krótszym czasie, co wpływa na spadek efektywności narzędzi takich jak szlifierki pneumatyczne, młotki, wiertła czy wkrętarki pneumatyczne. Skutkuje to zmniejszeniem ogólnej wydajności pracy i produkcji, a także wzrostem kosztów obsługi i naprawy. Zapraszamy do przejrzenia wykresu poniżej, przedstawiającego różnicę w wydajności i trwałości motoreduktora pneumatycznego z uwzględnieniem stosowania smarowania oraz jego pominięciem.
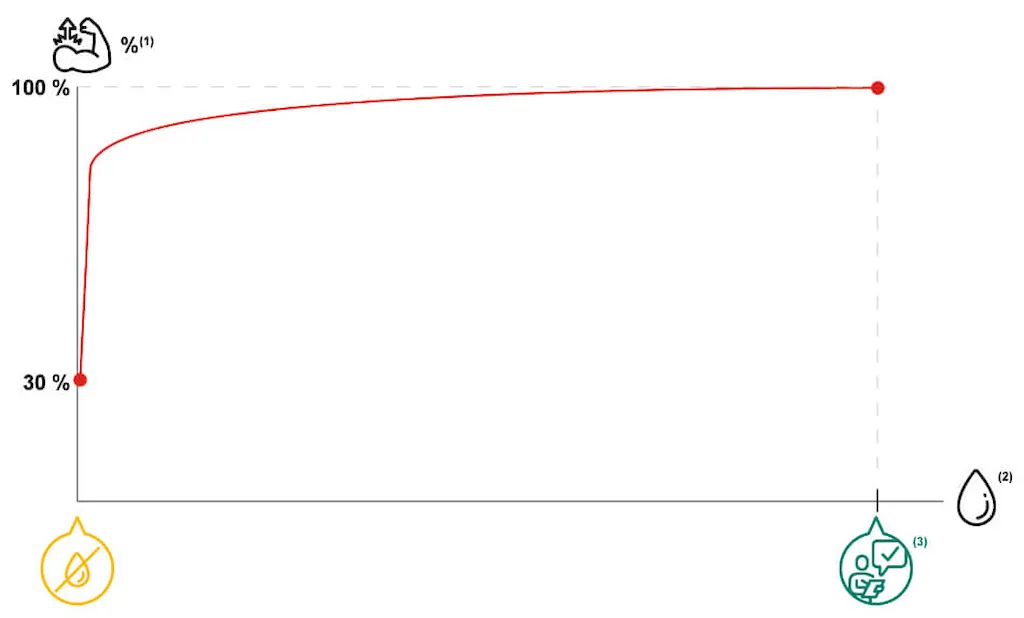
Diagram nr. 1: Optymalne funkcjonowanie motoreduktora pneumatycznego w narzędziu, dzięki stosowaniu odpowiedniego smarowania. Prezentowane dane bazują na testach laboratoryjnych z użyciem motoreduktorów pneumatycznych. Parametr 1 reprezentuje moc wyjściową urządzenia, punkt 2 odnosi się do ilości oleju, natomiast 3 przedstawia zalecenia zawarte w karcie DTR (dołączanej instrukcji obsługi do każdego narzędzia).
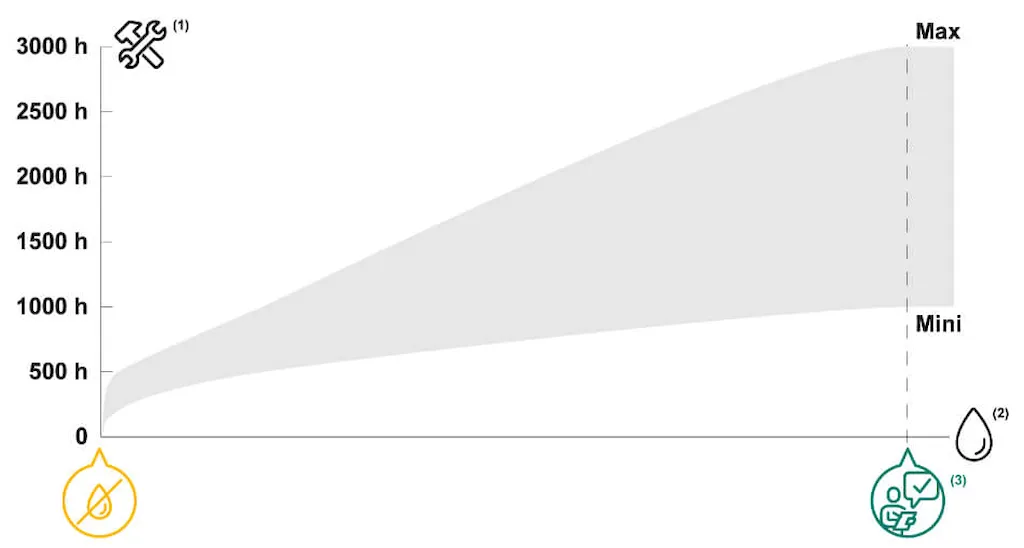
Diagram nr. 2: Optymalna trwałość użytkowa motoreduktora pneumatycznego w danym urządzeniu przy zastosowaniu smarowania mgiełką olejową. Dane prezentowane na wykresie są wynikiem testów laboratoryjnych przeprowadzonych na motoreduktorach pneumatycznych. Pozycja 1 przedstawia moc wyjściową narzędzia, punkt 2 odnosi się do ilości oleju, natomiast 3 zawiera zalecenia z karty DTR, czyli dołączanej instrukcji obsługi i specyfikacji produktu.
Zapraszamy do obejrzenia filmu instruktażowego poniżej dot. smarownic pneumatycznych w zespołach przygotowania powietrza:
Proces regulowania to działanie zmniejszające ciśnienie, które zapewnia stabilność ciśnienia dynamicznego na docelowym poziomie 90 psi / 6,3 bar. Ma to kluczowe znaczenie, gdyż utrzymanie ciśnienia poniżej wartości rekomendowanej przez twórcę narzędzia obniża jego efektywność, co z kolei wpływa na zmniejszenie opłacalności danego procesu czy inwestycji. Zbyt wysokie ciśnienie może skrócić żywotność narzędzia. W skrajnych przypadkach może to prowadzić do awarii, wypadków, czy nawet uszkodzenia całego systemu pneumatycznego w przedsiębiorstwie.
Więcej o przygotowaniu powietrzu znajdziesz w poniższym filmie instruktażowym:
Przy selekcji jednostki przygotowującej sprężone powietrze kluczowe jest uwzględnienie rozmiaru gwintu dołączającego oraz specyfikacji narzędzi w zakresie potrzebnego przepływu i jakości filtracji powietrza.

Ciekawostką, którą warto podkreślić, jest fakt, że większość narzędzi pneumatycznych nie działa na pełnych obrotach, co jest wynikiem nieodpowiedniej obróbki sprężonego powietrza w systemie. Chodzi o całą sieć pneumatyczną w zakładzie lub warsztacie, dlatego zwraca się uwagę na następujące wskazówki:
Reasumując, narzędzia działające na bazie sprężonego powietrza zostały zaprojektowane do pracy przy ciśnieniu wynoszącym 90 PSI/ 6,3 bar i wymagają regularnego procesu smarowania. Przekroczenie tych wartości ciśnienia może negatywnie oddziaływać na trwałość narzędzia oraz bezpieczeństwo użytkownika. Wyższe ciśnienie oznacza także wzmożone wibracje, nadmierną prędkość obrotową, co prowadzi do zwiększonego tarcia oraz ryzyka uszkodzenia narzędzia. Jeśli chcesz skorzystać z pomocy profesjonalnego doradztwa w zakresie doboru elementów przygotowania sprężonego powietrza jak i narzędzi, to zapraszamy do kontaktu z firmą Pneumat System, która jest dystrybutorem sprzętu i osprzętu pneumatycznego w tym wspomnianych w artykule rozwiązań z dziedziny pneumatyki.
Artykuł sponsorowany
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.

2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.

4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.

5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.

6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.

7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.










